Maatwerk & speciale formaten
Als standaard niet past: rotatiegegoten kunststof op maat.
Als standaard palletboxen, europallets of droogijsboxen niet aansluiten bij uw procesgeometrie, ontwikkelen onze engineers precies de oplossing die u nodig hebt. Van eerste schets via CAD-ontwerp en rapid prototyping tot serieproductie in Spanje — alles onder één dak, met korte beslissingslijnen en één aanspreekpartner.
economische minimumoplage voor eigen matrijs
doorlooptijd: engineering tot eerste artikel
engineering DE, productie ES, verkoop EU
ontwerp, matrijsbouw, serie uit één hand
Als standaard niet past: rotatiegegoten kunststof op maat.
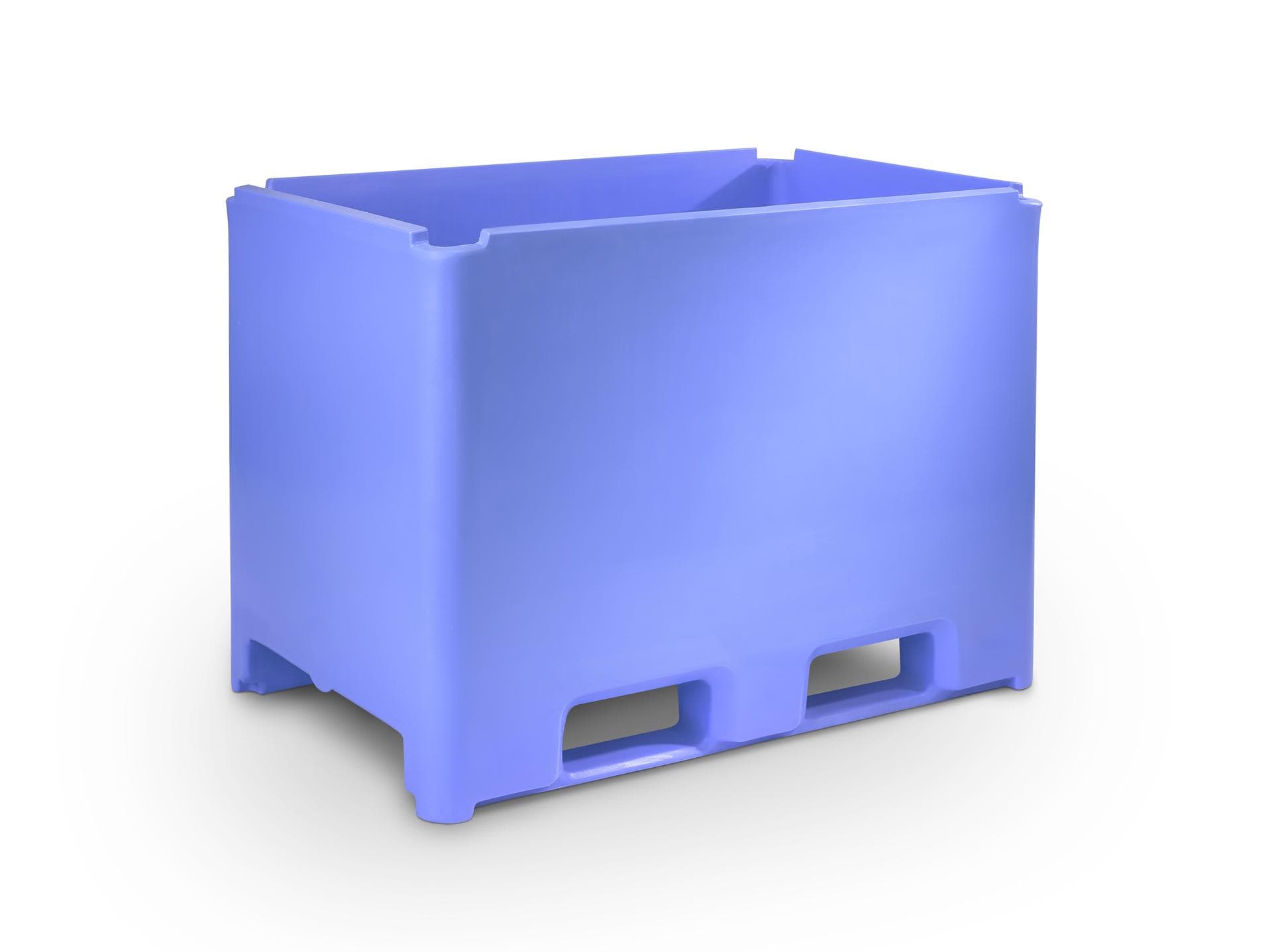
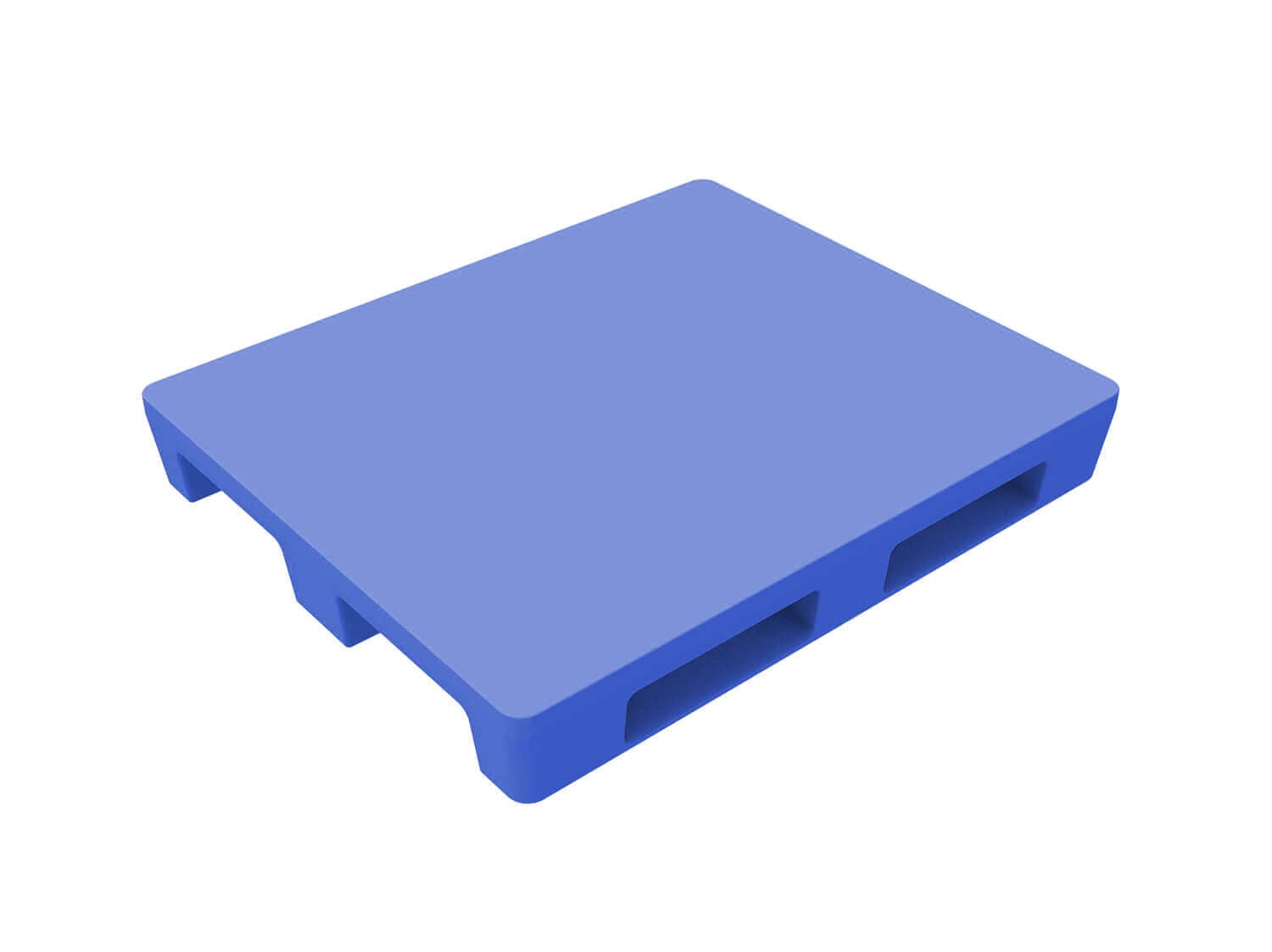
Typische maatwerkprojecten: lijngeïntegreerde procesvaten, opvangbakken met productspecifieke geometrie, speciale pallets voor robotgrijpers, meercomponentenoplossingen met roestvrijstalen inserts, kleurgecodeerde hygiënezones of containers met in-mould RFID/barcodes. Vanaf circa 250 stuks per jaar is een eigen matrijs economisch verantwoord — daaronder onderzoeken wij alternatieven uit het standaardassortiment met u.
Uw voordeel
- Eén adres: ontwerp tot serie
Engineering, matrijsbouw, eerste artikel en serieproductie uit één hand — geen interfaceverliezen.
- Rapid prototyping
3D-geprinte visuele en functionele monsters voor matrijsbeslissing — risicoarm valideren.
- Materiaalkeuze op functie
PE-HD, LMDPE, XLPE: wij kiezen het polymeer passend bij medium, temperatuur en levensduur.
- In-mould RFID & barcode
Traceerbaarheid, poolbeheer en procesbeheersing — direct in de matrijs ingebed, zonder stickers.
Rotatiegieten — het ideale proces voor maatwerkformaten
Wanneer standaardcontainers aan hun grenzen komen — doordat maten, geometrie, inbouwdelen of functies afwijken van de catalogus — is rotatiegieten procesmatig duidelijk superieur. De reden ligt in de matrijseconomie: rotatiematrijzen in aluminium of plaatstaal kosten typisch € 15.000–€ 80.000 in plaats van € 500.000–€ 3.000.000 zoals bij spuitgieten of blaasvormen. Daarmee zijn zelfs kleine aantallen vanaf 20 stuks economisch haalbaar.
Geometrisch ondersteunt rotatiegieten wanddiktes van 3–12 mm, afmetingen tot 4,5 m kantlengte en inhoud tot 25.000 liter in één deel. Uniek is de mogelijkheid om ondersnijdingen, dubbele wanden (voor isolatie) en metalen inserts (schroefdraadbussen, versterkingsplaten, afvoerventielen) direct in het proces te integreren — zonder nabewerking en zonder afdichtingsproblemen.
Voor zeer kleine aantallen (unica, 1–5 stuks) bieden wij een 'soft-tooling'-aanpak met plaatstalen matrijzen: matrijskosten vanaf € 6.000, levertijd 4–6 weken. Voor serie-onderdelen (vanaf 500 stuks/jaar) optimaliseren wij de matrijs op kortere cyclustijd en hogere oppervlaktekwaliteit.
Constructieregels, CAD & simulatie
Rotatiegieten heeft specifieke constructieregels die duidelijk afwijken van spuitgieten en blaasvormen. Minimale radii op buiten- en binnenranden moeten 6× de wanddikte zijn, lossingshoeken typisch 1,5–3°, oppervlakteversterkingen als reliëfs (kickers) in plaats van ribben. Ons DfM-team (design for manufacturability) toetst elke klanttekening aan deze regels en levert binnen 5 werkdagen gefundeerde feedback.
Voor veeleisende toepassingen zetten wij FEM-simulatie in (Abaqus, Ansys) om mechanische belastingen, temperatuurverdeling en duurzaamheid te voorspellen. Dat is vooral van belang bij transportcontainers met statische stapellasten > 2.000 kg, druktanks met interne druk > 0,5 bar of onderdelen met dynamische belasting (vibratie, schok, crash).
De materiaalkeuze omvat meer dan 20 basiscompounds: LLDPE, MDPE, HDPE, XLPE (vernet), PP, PA6, EVOH (barrière), UV-stabiel, vlamvertragend (DIN 4102 B1/B2), antistatisch, ESD-geleidend, voedselveilig, USP Class VI, FDA-conform. Voor speciale toepassingen mengen wij klantspecifieke compounds op onze eigen micronisatie-installatie.
Prototypeproductie, serieaanloop, life-cycle-management
Elk maatwerkproject doorloopt bij ons een gestructureerd stage-gate-proces: requirements-workshop → DfM-review → 3D-ontwerp → prototypematrijs → vooraanloop (1–5 stuks) → acceptatie met klant → seriematrijs (met optimalisaties uit de vooraanloop) → eerste-artikel-inspectie → serieaanloop. Typische doorlooptijd van kickoff tot serieaanloop: 12–20 weken.
Na serieaanloop onderhouden wij de matrijs gedurende de gehele levenscyclus van het product — typisch 8–15 jaar. Dat omvat matrijsonderhoud, wijzigingsbeheer (wanneer klanten geometrie of functie doorontwikkelen) en strategische reservematrijs-voorraad voor kritieke onderdelen.
Voor projecten met IP-beschermingsbehoefte bieden wij exclusieve matrijzen met eigendomsoverdracht aan de klant en NDA-beschermd ontwikkelwerk. Dat is bijzonder relevant voor OEM-leveringen aan automotive, medische technologie en defensie, waar IP-bescherming en reserveonderdelen-toegang over decennia contractueel geregeld moeten zijn.
Het verloop
- 1. Schets, foto of programma van eisen
Begin met wat u heeft — handschets, foto van de huidige oplossing, technische specificatie. Wij destilleren de eisen daaruit.
- 2. CAD-ontwerp en functioneel monster
Onze engineering maakt het 3D-model en een 3D-geprint functioneel monster — u ziet en voelt de oplossing voordat de matrijs wordt gebouwd.
- 3. Matrijsbouw
Na goedkeuring bouwen wij de rotatiematrijs in onze eigen gereedschapsafdeling — 8–14 weken afhankelijk van complexiteit en grootte.
- 4. Eerste artikel & acceptatie
Wij produceren 5–20 eerste-artikel-onderdelen, controleren afmetingen, oppervlak en functie en leveren deze aan u voor vrijgave.
- 5. Serieproductie in Spanje
Na PPAP/vrijgave draait de serie in onze Spaanse fabriek — moderne rotatiegietlijnen, ISO 9001-gecertificeerd.
- 6. Langetermijn-serie-ondersteuning
Matrijs, specificaties en formulering worden onbeperkt bewaard. Nabestellingen zijn ook na 10+ jaar mogelijk.
Valkuilen & oplossingen
- Onduidelijke ondersnijdingen
Rotatiegieten heeft bij complexe ondersnijdingen grenzen — vóór CAD-start stemmen wij af welke geometrieën maakbaar zijn en waar geassembleerde inserts zinvol zijn.
- Materiaal zonder langetermijn-test
Bij kritische media (agressieve chemicaliën, UV) adviseren wij materiaalcompatibiliteitstest met PE-plaatmonsters vóór matrijscommitment.
- Volume-commitment onderschatten
Matrijskosten amortiseren over volume — bij onduidelijke prognose dekken wij af met trapsgewijze prijzen en afnamegaranties.
Relevante branches
Veelgestelde vragen
Vanaf welk aantal loont een eigen matrijs?
Vanaf circa 250 stuks per jaar is een eigen rotatiematrijs doorgaans economisch verantwoord. Wij beoordelen samen met u de businesscase, volume-commitment en mogelijke alternatieven uit het standaardprogramma.
Hoe lang duurt het van schets tot serieproductie?
Doorgaans 3–6 maanden: 2–4 weken CAD en prototypes, 8–14 weken matrijsbouw, 2–4 weken eerste artikel en serievrijgave. Fases verschuiven afhankelijk van complexiteit en materiaalkeuze.
Welke maximale onderdeelafmetingen zijn mogelijk?
Rotatiegieten ondersteunt onderdelen tot circa 3.000 liter inhoud en 3,5 m kantlengte. Voor nog grotere toepassingen ontwikkelen wij modulaire oplossingen.
Meer toepassingen
Let op: Alle informatie op deze pagina – met name afmetingen, technische gegevens, materiaaleigenschappen en toepassingsadviezen – is uitsluitend bedoeld als algemene informatie en is vrijblijvend. De exacte, op uw toepassing afgestemde specificaties leggen wij bindend vast bij de offerte en de opdrachtverlening.
Heeft u een project?
Beschrijf uw vraag — doorgaans komen we binnen 24 uur met een eerste beoordeling terug.