Rotational molding vs. injection molding: why large hygiene containers are always roto-molded
When each process wins — and why seam-free containers above 100 litres are almost always rotationally moulded.
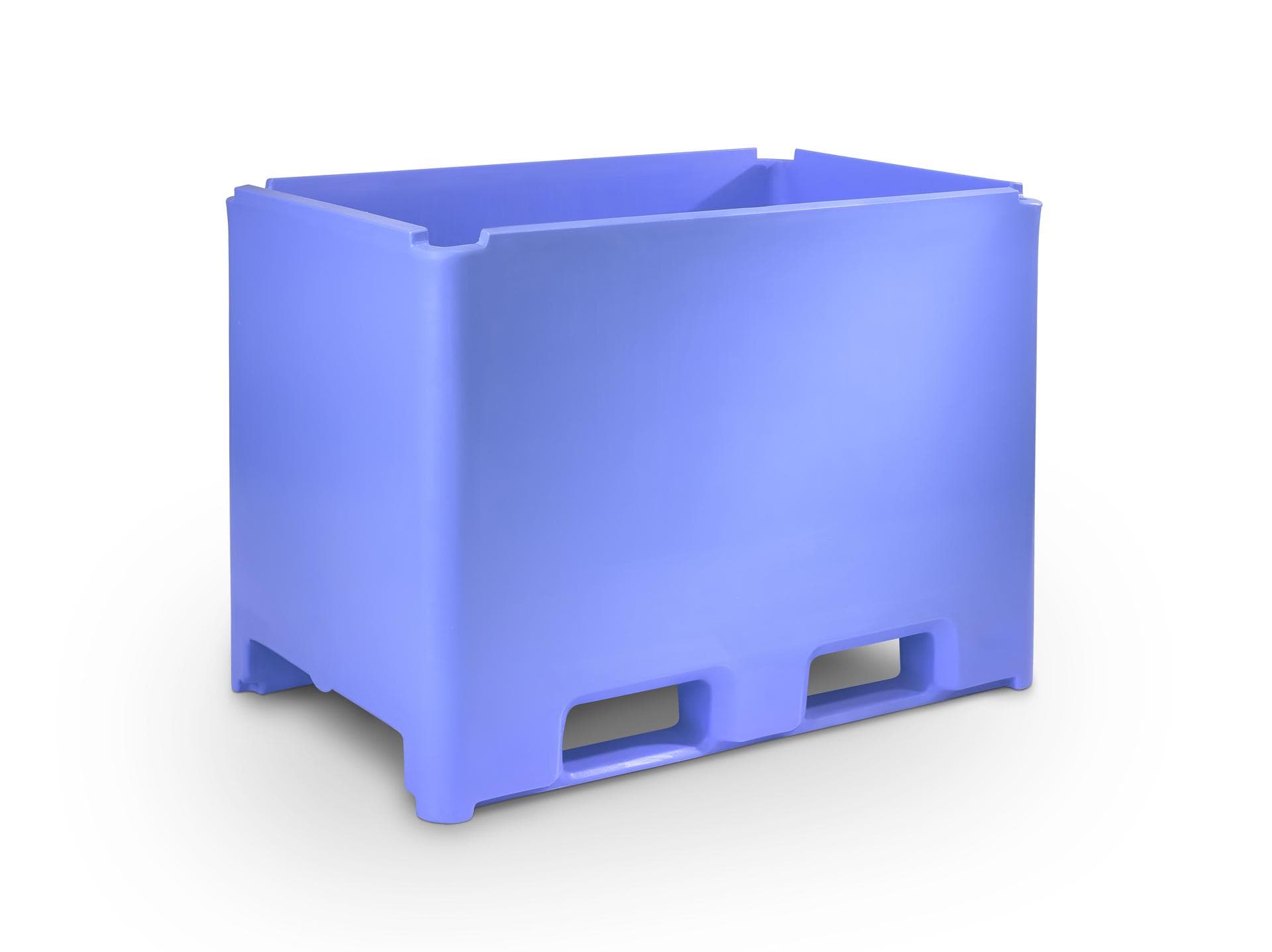
Rotational moulding produces one-piece, hollow parts — ideal for large, closed hygiene containers from roughly 100 litres up.
Injection moulding is more economical at small geometries and high volumes — but introduces seams, weld lines or plug-in parts.
For hygiene applications the seam-free nature of rotomoulding is the deciding factor — validated cleaning is only possible without gaps.
How rotational moulding works
A tool is filled with ground PE powder, rotated bi-axially in an oven and heated. The powder melts and coats the tool wall evenly — producing a hollow, completely closed body with no parting lines, plugs or weld seams.
Because no melt front is required, tooling cost is a fraction of an injection mould — even volumes from 50–100 units per year pay off.
How injection moulding works
A mould is filled with molten plastic under high pressure and cooled. High precision, high speed — but limited size, high tooling cost (often six figures) and physically necessary parting lines.
Injection-moulded parts in hygiene environments are usually assembled: lid, side panels, handles. Every transition is a potential microbial source. Premium systems mask this with gaskets, but the result is no longer seam-free in a HACCP sense.
When to choose which
Rule of thumb: under 30 litres, thin walls, very high volumes → injection. Over 100 litres, hygiene requirement, medium volumes → rotational.
Between those poles there's design freedom: Rotogal has spent decades developing custom solutions where injection can't keep up technically or economically.
Process comparison
| Rotational | Injection | |
|---|---|---|
| Suitable size | 10–2,000 litres | up to ~ 30 litres |
| Tooling cost | Low (4-figure) | High (5-/6-figure) |
| Minimum volume | ~ 50 / year | ~ 10,000 / year |
| Seam-free | Yes (one-piece) | No (parting lines) |
| Wall thickness | 3–15 mm, variable | Uniform, thin |
| Customisation | High, low cost | High, high cost |
| HACCP fit | Ideal | Conditional |
Large & hygienic
Rotational clearly wins — one-piece, seam-free, economical from small volumes up.
Small & mass-market
Injection is economical if volumes fit and hygiene seams are acceptable.
Custom geometry
Rotational is the royal road for prototypes, pilot series and individual shapes.
Frequently asked questions
What's the minimum volume for rotomoulding to pay off?
Around 50 units per year — often as low as 30 for larger containers. Low tooling cost is what tips the balance.
Is the surface finish of rotomoulded parts inferior?
The inner face is naturally a touch rougher than injection. The outer face is smooth and high-quality. For hygiene the deciding factor is the absence of seams — which is structural with rotomoulding.
Can you incorporate metal inserts?
Yes. Threaded inserts, reinforcements, mounting points and heating elements can be cast into the rotomoulding process, permanently bonded to the plastic.
Got a project?
Tell us about your requirement — we typically come back with a first assessment within 24 hours.
More guides
Please note: All information on this page – in particular dimensions, technical data, material properties and application recommendations – is provided for general guidance only and is non-binding. The exact specifications tailored to your specific application are agreed on a binding basis as part of the quotation and order process.
Got a project?
Tell us about your requirement — we typically come back with a first assessment within 24 hours.