Pharma & Life Science
GMP-compliant solutions for API, cleanroom and cold chain.
Pharmaceutical assets need containers that pass validation, do not compromise cleanroom classifications and safeguard the cold chain when contingency hits. Rotogal designs and manufactures closed plastic systems for API handling, cleanroom intralogistics and GMP-compliant transports — with materials that minimise particle shedding and clean residue-free.
qualified for GMP cleanroom classes
ultra-low temperature for mRNA & biologics
dry ice capacity BHS-500.2
dry ice sublimation rate
GMP-compliant solutions for API, cleanroom and cold chain.
- Particle control in the cleanroom
Wooden pallets and painted surfaces generate particles that break ISO 7 / GMP Grade C classifications. Our smooth PE surfaces shed virtually no particles.
- Cold and ultra-cold chains (2 °C to −70 °C)
Biologics, mRNA payloads and clinical samples need temperature-stable containers — PUR insulation and LMDPE hold the profile even during power loss or late delivery.
- GMP cleaning validation
Every extra seam is an extra swab point. Closed geometries reduce validation effort and qualification lead time.
- Traceability across identical batches
In-mould RFID, barcodes and serial numbers are designed into the process chain from the start — not stickered on afterwards.
How Rotogal solves them
- ISO 15378-oriented hygienic design
Our engineering addresses the specific requirements of primary packaging environments.
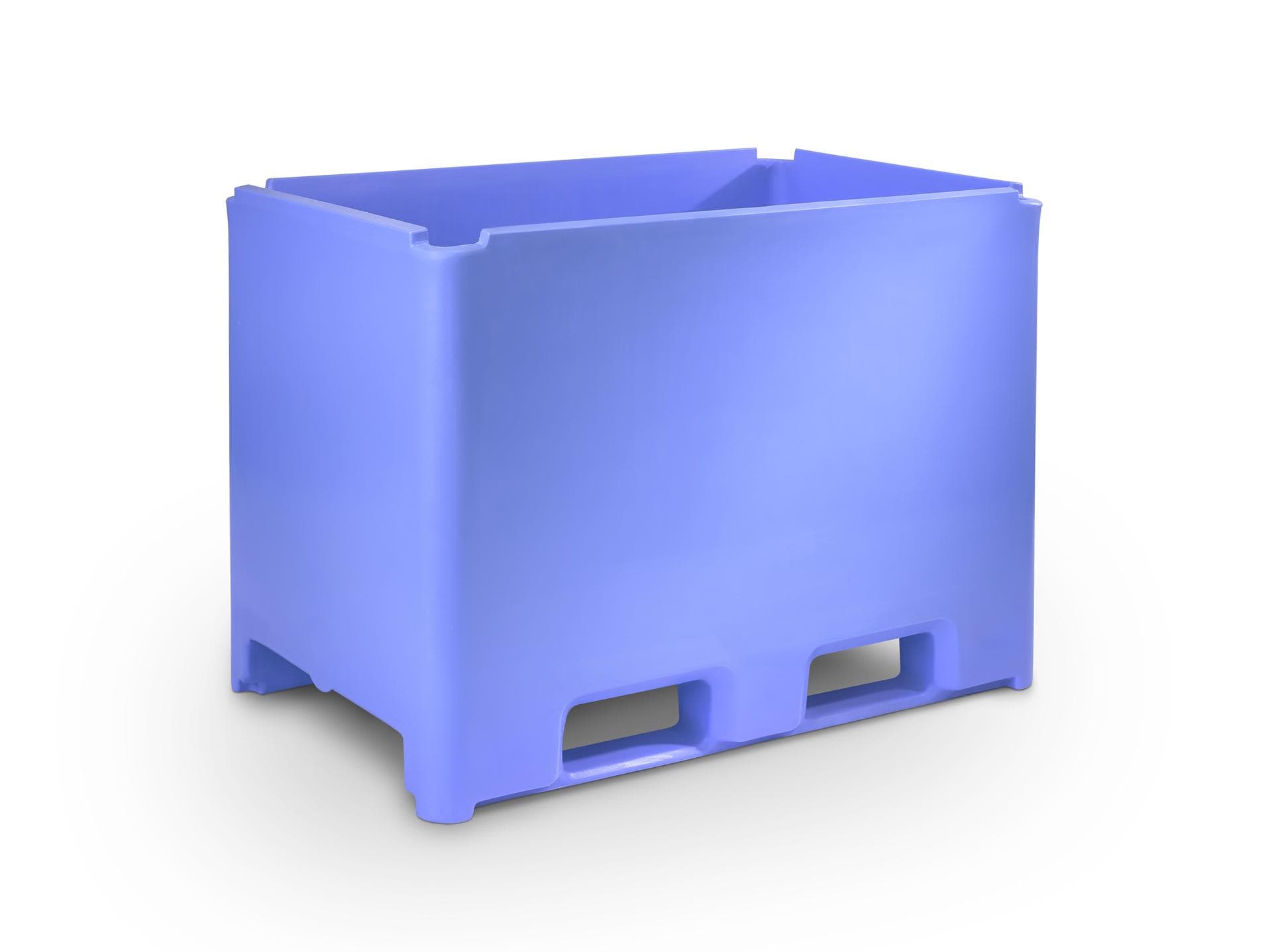
- BHS-500.2 dry ice box as reference
The dry ice box with 80 mm PUR insulation holds 400 kg of dry ice — ~10 % loss over 48 h. Ideal backup cooling for cold chains.
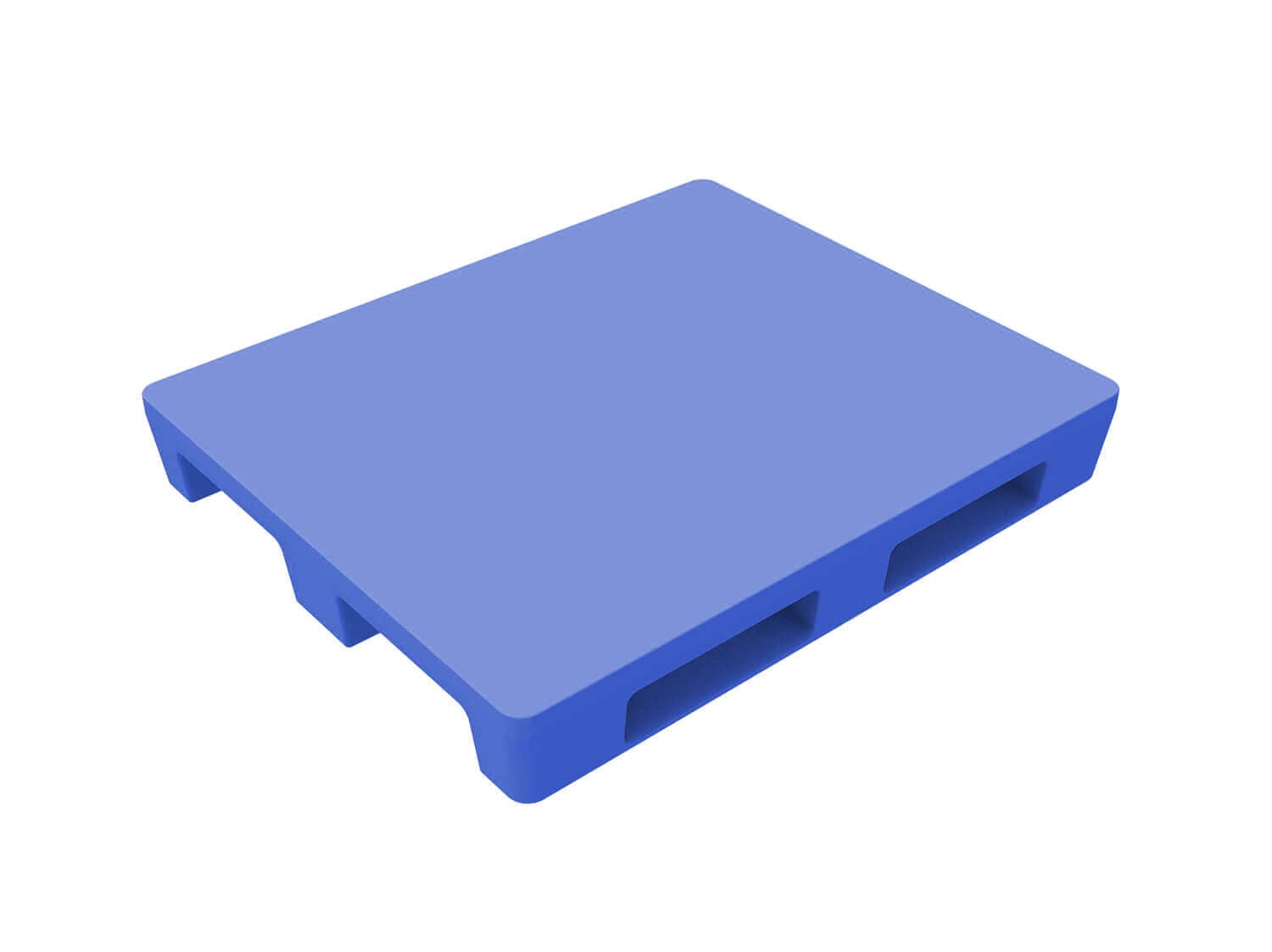
- Low-particulate cleanroom pallets
Closed, moulded pallets with anti-slip edges — no bolted joints, no abrasion, no wood fibres.
- Material selection consulting
LMDPE, XLPE or HDPE — we select the polymer based on sterilisation, chemical profile and service life.
- Audit-grade documentation depth
Material certificate, DoC, batch traceability, migration reports and IQ/OQ-supporting documents — revision-proof and CSV-compliant.
- Track & trace from the plant
Serial numbers, in-mould RFID tags and barcodes are integrated directly into the tool — no stickers, no peel-off, no lost labels.
Standards & regulation
Manufacture of sterile medicinal products — cleanroom classes and contamination control.
Cleanroom classification, particle measurement and monitoring.
Primary packaging materials for medicinal products — quality management with GMP alignment.
Biocompatibility of plastics for pharmaceutical applications.
Current Good Manufacturing Practice for finished pharmaceuticals in the United States.
GMP Annex 1 revision: Implications for plastic containers
The revised EU GMP Annex 1 (in force since August 2023) significantly tightens contamination control requirements in cleanrooms. At its core is the Contamination Control Strategy (CCS), which systematically assesses every source of possible contamination — including transport and storage containers — and minimises risk. Containers used in Grade A/B must be smooth, non-shedding and fully sterilisable.
Rotogal pallets and boxes made of rotationally moulded LMDPE offer exactly these properties: a closed, pore-free surface, no bolted joints, no wood fibres and no coating that might detach. For Grade C/D our standard qualification is sufficient; for Grade A/B we supply particle measurement protocols per ISO 14644-3 on request and support with cleaning and wipe-down procedures.
Particularly relevant: Annex 1 now explicitly requires an assessment of transport routes between cleanroom zones. Anyone using wooden pallets or metal wire-mesh cages here has to document and mitigate risk extensively. With our closed plastic variants, a whole strand of that assessment falls away.
Ultra-low-temp logistics: mRNA, biologics and the −70 °C challenge
Since the pandemic and the breakthrough of mRNA technology, supply chains at −70 °C to −80 °C have become standard for biologics, cell and gene therapies. The challenge: power failures, vehicle breakdowns or unexpected customs delays — every one of those scenarios threatens product integrity. A temperature excursion often means the total loss of a batch with damages in the six- to seven-figure range.
The Rotogal dry ice box BHS-500.2 was developed for exactly this scenario: 80 mm PUR insulation, rotationally moulded LMDPE outer shell, 400 kg dry ice capacity. At full load the sublimation rate is only about 10 % over 48 hours — enough to bridge cold-chain interruptions of up to 72 hours or run entire regional distributions with reduced grid dependence.
For validation purposes we supply temperature profile records, IQ/OQ supporting documents and, if needed, project-specific data logger integration. The box can be fully integrated into track-and-trace systems in combination with in-mould RFID tags — including CSV-compliant documentation per 21 CFR Part 11.
ISO 15378 and USP Class VI: Material approval for primary packaging environments
ISO 15378 — the GMP-aligned quality management standard for primary packaging materials — extends ISO 9001 with specific requirements for materials that may come into contact with medicinal products. Secondary components in the immediate primary-packaging environment (pallets, boxes, transport containers) fall under the same duty of care in practice.
USP Class VI is the highest biocompatibility standard of the US Pharmacopeia for plastics in direct or indirect patient contact. It covers systemic toxicity, intracutaneous reactivity and implantation tests — a certification that goes well beyond typical food contact requirements. For critical primary-packaging environments we offer material variants with USP Class VI approval.
For your supplier qualification we deliver documented: material certificate, declaration of conformity, batch traceability, migration reports on request, particle measurements (per project), cleaning and sterilisation recommendations. Audit visits at our plant in Wilsum are always welcome — we'll walk you through production and quality processes personally.
You need Rotogal when …
- Your products are handled in GMP environments (Grade C/D, ISO 7/8) and must leave no particles behind.
- You transport biologics, mRNA payloads or cell therapies at −70 °C and need cold-chain backup for 48–72 h.
- Your QA demands a full documentation chain for every batch — from material certificate to batch traceability.
- You need containers that pass IQ/OQ/PQ validation while minimising swab-sampling points during cleaning.
- Your supply chain requires serialised containers with in-mould RFID for fully automated track-and-trace systems.
- You are planning a Grade A/B environment and need particle-measurement protocols per ISO 14644-3 on a project basis.
Glossary
- GMP Annex 1
- EU guideline for the manufacture of sterile medicinal products. 2023 revision requires a Contamination Control Strategy (CCS) across the entire production and transport chain.
- ISO 14644 Grade / Klasse
- Cleanroom classification by particle concentration. Grade A corresponds to ISO 5 (aseptic filling), Grade B to ISO 7, Grade C/D to ISO 8. Criterion: particle count ≥ 0.5 µm per m³.
- IQ / OQ / PQ
- Installation, Operational and Performance Qualification — three-stage validation of equipment and processes in GMP pharma production. We provide supporting documents for all stages.
- USP Class VI
- Highest biocompatibility standard of the US Pharmacopeia for plastics. Covers systemic toxicity, intracutaneous reactivity and implantation tests.
- Cold Chain Integrity
- Unbroken temperature control from production to administration. For mRNA, biologics and cell therapies often at −70 °C to −80 °C — with documented data loggers and fallback scenarios.
Matching products

Frequently asked questions
Are the pallets suitable for cleanrooms (GMP Grade C/D)?
Yes. Our closed, rotationally moulded plastic pallets have no hollow cavities and produce virtually no particles. For Grade C/D and ISO 7/8 they can be used directly after standard qualification; for Grade A/B we recommend prepared wipe-down protocols.
Which validation documents do you provide?
We provide declarations of conformity (EU 10/2011, FDA 21 CFR 177.1520), material certificates, batch traceability, migration reports on request and supporting documents for your IQ/OQ.
How long does the BHS-500.2 dry ice box keep its contents cold?
With a 400 kg dry ice load the loss is ~10 % over 48 hours. That makes the box suitable as cold-chain backup or for transports of up to 72 hours.
How do you support us during a regulatory audit (FDA, EMA)?
We provide all supplier documentation on demand: material and batch certificates, declarations of conformity, migration reports, risk analyses and — on request — direct audit participation at our plant in Wilsum. Our documentation is structured to be 21 CFR Part 11 compliant.
Can your containers be steam-sterilised (autoclave)?
Standard polyethylene is not autoclavable — typical steam sterilisation at 121 °C exceeds the continuous-service range. For sterilisable applications we recommend gamma-ray, ethylene oxide or H₂O₂ plasma sterilisation, all of which work seamlessly with our materials.
How do we integrate your containers into our SAP/MES track & trace?
Each container can receive a permanent serial number (moulded in), a barcode or an RFID tag on HF or UHF basis. We align the interface definition (GS1, EPCIS) with your IT team — from pure hardware to full system integration.
Who are typical references from the pharma sector?
For confidentiality reasons we name references only on direct request and with customer consent. Our containers are in use at mid-size biotech operations, CMO/CDMO service providers and at global pharmaceutical companies in the EU and North America.
More industries
Please note: All information on this page – in particular dimensions, technical data, material properties and application recommendations – is provided for general guidance only and is non-binding. The exact specifications tailored to your specific application are agreed on a binding basis as part of the quotation and order process.
Got a project?
Tell us about your requirement — we typically come back with a first assessment within 24 hours.