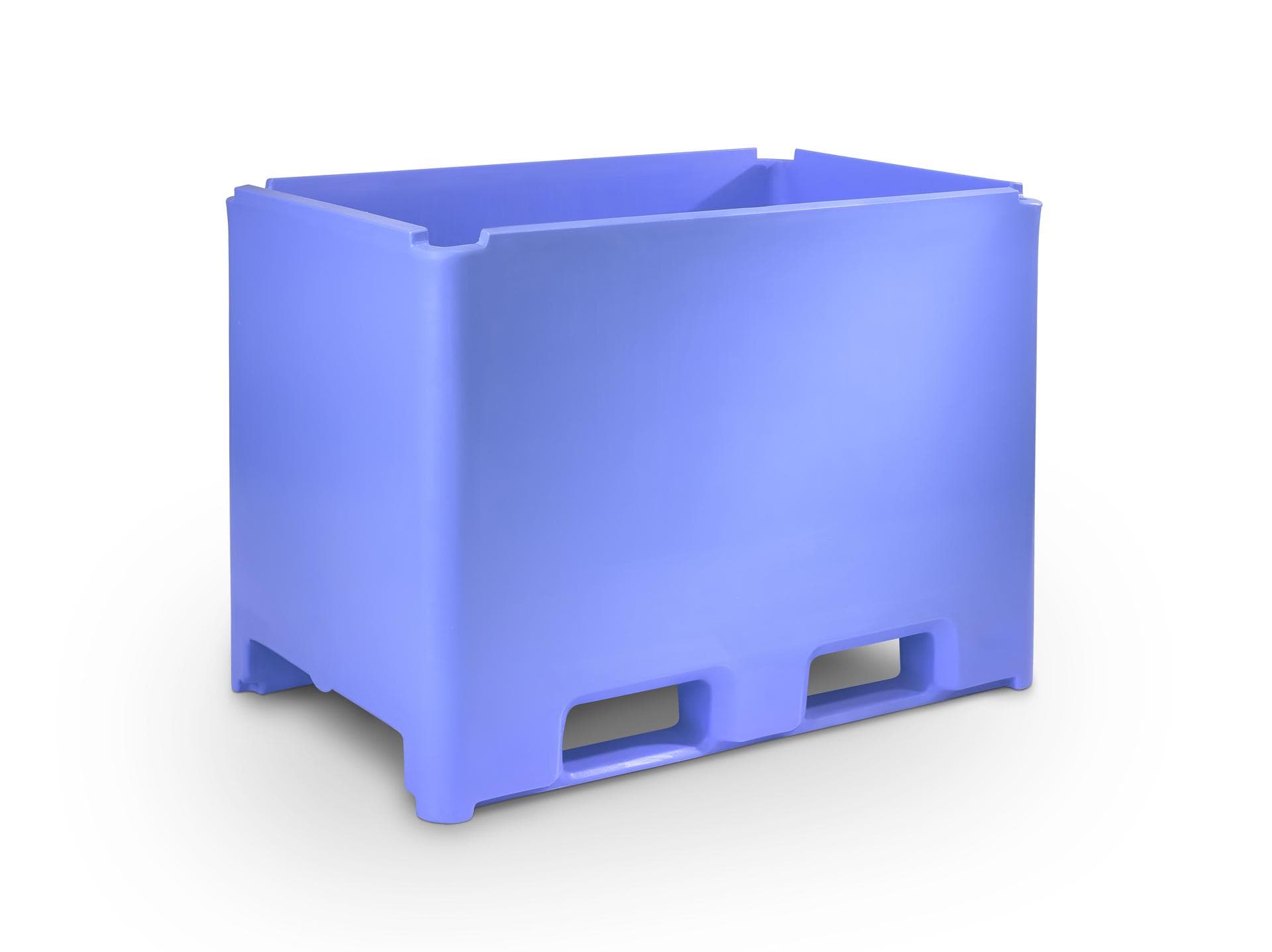
Slaughter & cutting plants
Containers that endure blood, fat and 60 °C caustic every day.
The cutting plant is the most critical point in the meat chain: blood ingress, fat layers, open wounds in the product and continuous high-pressure cleaning create an environment where Listeria monocytogenes, Salmonella and EHEC settle in every seam. Rotogal supplies rotationally moulded containers and cutter wagons built for exactly these 24/7 cycles — seam-free, caustic-resistant and with geometries that clean residue-free in under 4 minutes.
CIP cycle per container
caustic continuously without embrittlement
compliant drainage slopes & radii
service life in 3-shift operation
Containers that endure blood, fat and 60 °C caustic every day.
- Biofilm control at Listeria hotspots
Cutting lines rarely cool below 12 °C — a biofilm breeding ground. Seam-free surfaces structurally deprive Listeria of anchor points.
- Fat and blood residues in spray shadow
Every seam, every bolted joint creates zones that cleaning nozzles can't reach directly. One-piece geometries eliminate those zones.
- Load weight in 3-shift operation
Cutter wagons are moved, filled and cleaned 24/7. Material fatigue on bolted constructions sets in after months — our PE housings last years.
- Foreign-body risk (metal detection)
Broken welds or loosened rivets lead to metal intrusion. Rotationally moulded containers structurally have no such components.
How Rotogal solves them
- Seam-free one-piece geometry
Containers, cutter wagons and pallets are moulded in a single piece — no welds, no bolts in the product-contact zone.
- EHEDG-compliant drainage slopes
All bottoms with 3° slope, all inside corners with radius > 3 mm, all surfaces Ra ≤ 0.8 µm — straight from the tool.
- Documented chemical resistance
Data sheet with tested media: NaOH up to 50 % at 60 °C, HNO₃ up to 20 %, peracetic acid, chlorine dioxide — approved cleaning window.
- Traceability via serial moulding
Every container carries an embossed serial ID — scannable, traceable to batch, production day and raw-material certificate.
Standards & regulation
Hygiene rules for food of animal origin — directly applicable in slaughter and cutting plants.
Framework regulation for food contact — DoC supplied per batch.
Hygienic Design Principles — radii, drainage slopes and surface roughness documentably confirmed.
Audit-ready documentation — declaration of conformity, cleaning validation, maintenance plan.
Why cutting is the toughest hygiene regime
At the slaughterhouse, material is opened that was previously largely protected microbially. Once a muscle surface is created, colonisation begins — and every contact point along the processing path is a potential vector. For good reason, Regulation (EC) 853/2004 requires particularly strict cleaning and disinfection protocols here: after every production period, on product changeover and before shift start.
The surface properties of the containers used largely determine whether these protocols are actually effective. Ra ≤ 0.8 µm, radii > 3 mm in all inside corners, 3° drainage slope — those are not nice-to-have features, they are the structural preconditions for preventing Listeria biofilms from establishing in the first place.
Rotational moulding forms those geometries at the factory. No retrofitted welds, no pressed-in edges, no inlays that loosen over long-term operation. After 10+ years of service, our containers show the same swab-test cleaning results as on day one.
Caustic, acids, disinfection: What PE endures and stainless steel falls to
Standard cleaning routine in a cutting plant: pre-rinse with water, foam cleaning with alkaline cleaner (NaOH 2–4 %, 55–65 °C), 15–20 min dwell, post-rinse, optional acid clean against mineral deposits (HNO₃ 1–2 %), final disinfection with peracetic acid or chlorine dioxide. All that multiple times per day, year after year.
Premium HDPE endures this regime without reaction: swelling < 0.5 %, no permeation, no measurable surface change. Stainless steel welds, by contrast, show pitting after 3–5 years at exactly the spots where chloride residues concentrate — typically where spray shadows make post-rinsing unreliable.
The difference becomes visible under low-light inspection with methylene blue: Rotogal PE containers show an even, undamaged surface after 10 years — stainless steel containers from the same production cohort are peppered with micropitting and compromised for cleaning.
IFS/BRC audits: What auditors check on transport containers
Auditors under IFS Food 8 or BRCGS Food Safety 9 inspect three core topics on containers: labelling (DoC per EU 1935/2004 available?), surface condition (no cracks, no deformation, no foreign-body risk) and cleaning validation (ATP values or swab results documented?).
Rotogal supplies a declaration of conformity for every batch, including FDA reference and EU 10/2011 SML evidence. On request you receive a template for internal container master data — serial number, in-service date, planned re-certification, assignment to product area. That turns the audit visit into a showcase rather than an evidence hunt.
If a container does go out of spec — through forklift damage or after its service life — we support proper decommissioning, document the swap and take the old material back for sorted recycling. A closed material loop that also looks clean in the sustainability report.
Checklist: Container qualification in a cutting plant
- DoC per EU 1935/2004 and EU 10/2011 requested for every batch
- SML evidence and FDA approval 21 CFR 177.1520 documented
- Surface roughness Ra ≤ 0.8 µm at contact point confirmed
- All inside radii > 3 mm, drainage slope ≥ 3° checked
- Chemical resistance aligned with plant cleaning agents
- ATP or swab protocol as part of commissioning validation
- Serial-ID system incorporated in container master data

Related applications
Frequently asked questions
Do your cutter wagons withstand daily NaOH cleaning at 60 °C?
Yes. Our HDPE is approved for NaOH up to 50 % at 60 °C. Typical cutting-plant routines (2–4 % at 55–65 °C) are well below the load limit — service life is not impacted.
How big is the difference vs. welded stainless steel cutter wagons?
Two dimensions: hygienically — our PE wagons have no welds, hence no Listeria anchor points. Economically — they weigh 40–50 % less, cut cleaning time and last twice as long in 3-shift operation as reworked stainless steel variants.
Can the containers be run through automated CIP cleaning?
Yes — we supply geometries with integrated CIP connection, spray-ball positions and defined drainage slope. 3D models for validating your cleaning process are part of the standard deliverables.
How do you handle colour coding for allergen and product zones?
Through-coloured in the raw material — red for beef, blue for fish, yellow for poultry, white for neutral. No paint, no labels — colour stays sharp across the full service life and does not wear off.
Do you take back old containers when we switch?
Yes. From 20 containers we arrange pickup and document sorted recycling. You receive disposal and recycling documentation for your sustainability report.
More industries
Please note: All information on this page – in particular dimensions, technical data, material properties and application recommendations – is provided for general guidance only and is non-binding. The exact specifications tailored to your specific application are agreed on a binding basis as part of the quotation and order process.
Got a project?
Tell us about your requirement — we typically come back with a first assessment within 24 hours.