Meat processing
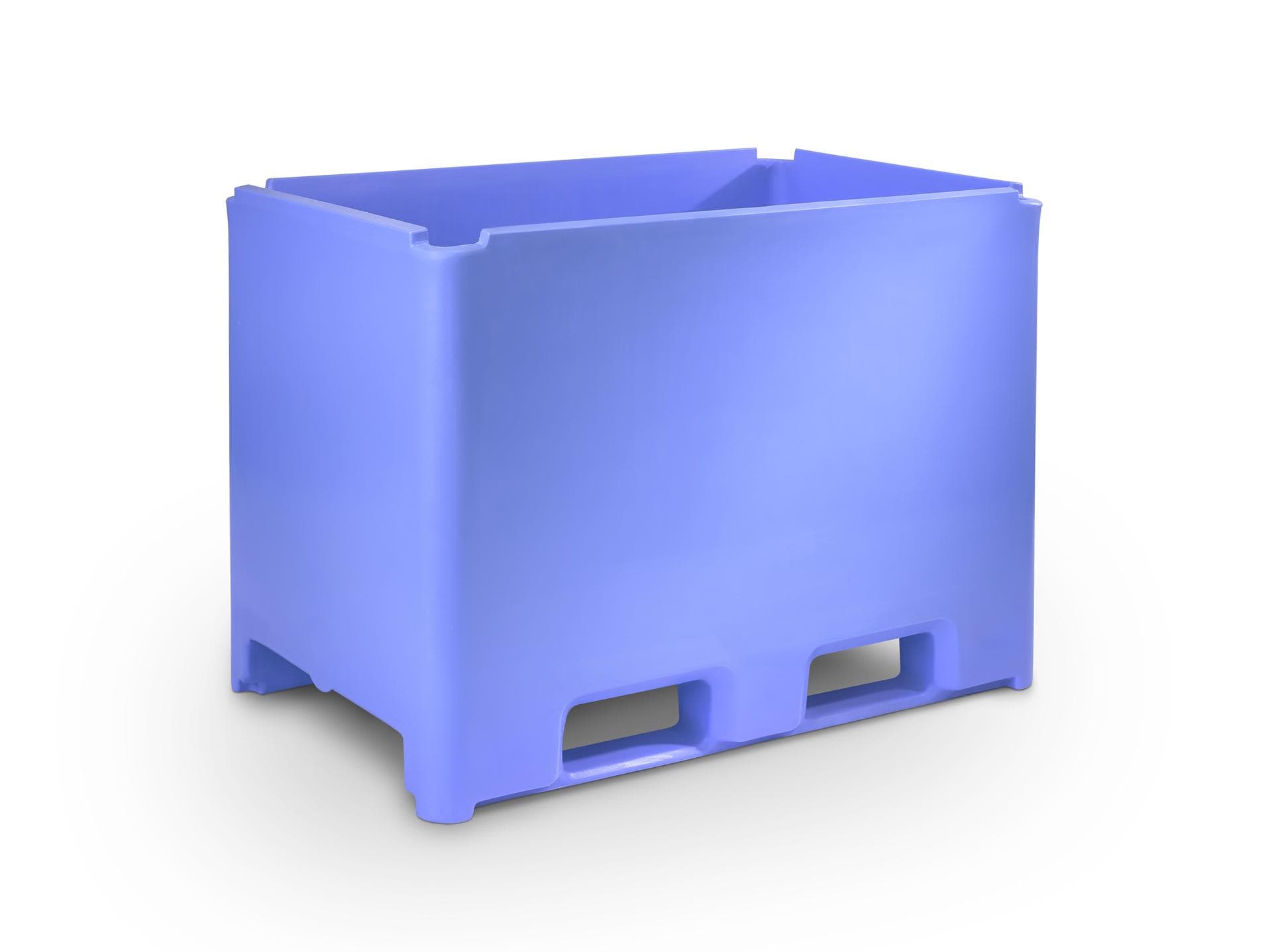
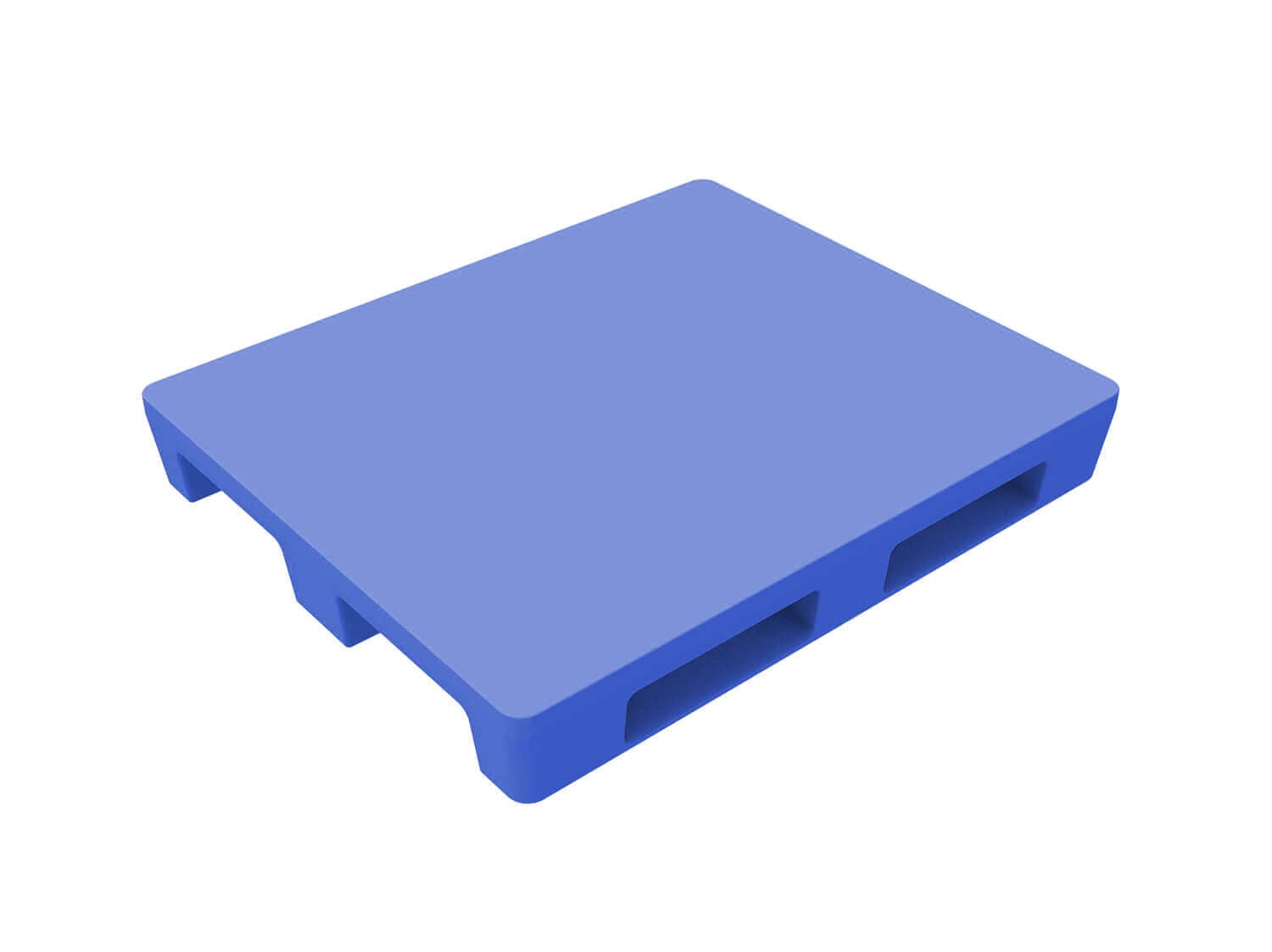
Containers, pallets and cutter wagons for cutting and sausage production lines.
Meat processing operations demand vessels that give pathogens no chance yet withstand heavy mechanical stress. Rotogal provides seam-free pallet boxes, hygienically optimised pallets and cutter wagons for butcher shops, slaughterhouses and large-scale operations — all in food-grade polyethylene and validatable under HACCP.
noise reduction vs. stainless cutter wagons
cleaning time per wagon incl. foam & high-pressure
unladen weight of cutter wagon at 200 l capacity
use down to blast freezer and cold storage
Containers, pallets and cutter wagons for cutting and sausage production lines.
Cutting, grinding, bowl cutting, salting, maturation: every process stage creates different demands on geometry, cleaning and handling. Stainless steel equivalents are loud, heavy and have weld seams that stand out in daily audits. Injection-moulded plastic alternatives often include plug-in parts — again, with gaps. Our rotationally moulded containers are one-piece, completely closed and engineered for cleaning cycles across chemical and wet lines.
Your benefit
- 17 dB quieter workstation
Our PE cutter wagons reduce sound pressure at the workstation by around 17 dB — perceptually roughly a halving.
- Fast cleaning cycles
Seam-free surfaces and drainage slopes allow cleaning in minutes — critical for multi-shift operations.
- Ergonomics over heavy lifting
At 22 kg unladen weight and 200 litre capacity our cutter wagons significantly improve ergonomics versus stainless steel.
- Frost- and detergent-resistant
Dimensionally stable at −30 °C — suitable for blast freezers and cold storage without breakage risk.
Hygienic design in meat processing
Rotomoulded trolleys and containers have a decisive advantage over welded stainless or riveted aluminium constructions: they are seamless. No welds, no voids, no capillary gaps for fat, protein or blood residue to settle in. Under EHEDG criteria these are exactly the areas that cause microbial niches in meat processing.
Our trolleys are manufactured from MD-PE or HD-PE compliant with EU 1935/2004 and EU 10/2011 — food-grade, low-migration, and resistant to cleaning temperatures up to 85 °C. For direct meat contact we provide migration certificates and, on request, FDA 21 CFR 177.1520 compliance for export to North America.
All corners are executed with a minimum radius of 6 mm; the internal geometry is fully drained. Combined with polished surfaces (Ra ≤ 0.8 µm on request) the trolleys reach the cleanability class that HACCP and IFS audits in meat processing demand.
Noise reduction and operator safety
Noise is a measurable problem in every meat cutting operation: stainless trolleys on grid floors produce peaks of 88–92 dB(A) under normal handling, plus impulse peaks when tipped. That is well above the 85 dB(A) trigger of EU 2003/10/EC and mandates mandatory hearing protection.
PE cutter wagons cut sustained noise by about 17 dB(A) and damp impulse peaks by up to 25 dB — the workplace stays below the trigger, team communication remains possible, and sickness absence caused by noise stress drops measurably. Rotogal customers also report 30–40 % less downtime from back complaints because PE wagons weigh only a third of conventional stainless trolleys.
For temperature-critical areas (blast freezer at −30 °C, maturing chamber at +18 °C / 80 % RH) we select a PE grade with adjusted notched impact strength. That keeps the wagons fracture-safe under thermal cycling — unlike stainless constructions where weld-seam fatigue fails early under blast-freeze cycles.
Cleaning, CIP and service life
The real time gain in production comes at cleaning. Where stainless cutter wagons need 8–12 minutes on average (foam, dwell, high-pressure, rinse, disinfection, drying), our PE trolleys clean reliably in 3–5 minutes — smooth surfaces, no welds, no external ribbing.
In multi-stage CIP systems the trolleys withstand caustic up to 4 % NaOH and acid up to 2 % HNO₃ at 60 °C. Peracetic or chlorine-based disinfectants do not attack the PE — unlike aluminium, which corrodes under chlorine cleaners within weeks.
Typical service life in three-shift operation is 10–15 years. That means 3× the life of aluminium, comparable to stainless — with half the purchase cost and half the weight.
The workflow
- 1. Process requirements assessment
Together we clarify: which container sizes, which zones, which cleaning processes? We visit your plant or work from your process schematic.
- 2. Define hygiene zoning
Colour coding (e.g. blue for raw meat, red for offal), geometry requirements and HACCP-critical points are specified per zone.
- 3. Material and geometry selection
We recommend LMDPE or XLPE depending on mechanical stress, cleaning chemistry and temperature range — including CAD sample visualisation.
- 4. Pilot delivery
5–10 sample units in your production — you evaluate ergonomics, cleanability and handling in live operation.
- 5. Serial production & rollout
On approval we produce the series in 4–6 weeks and deliver with declaration of conformity and material certificate.
- 6. Follow-up in continuous operation
After 6 and 12 months we check: cleaning behaviour? Wear? Adjustment needs? We continuously tune to your processes.
Common pitfalls & fixes
- Fixing colour choice too late
Lock in HACCP zoning before tooling — colour changes afterwards are expensive and extend delivery times.
- Underestimating cleaning chemistry
Pass on acids, alkaline foams and disinfectants by exact data sheet — we choose material and formulation accordingly.
- Ignoring ergonomics
Test unladen weight, grip position and castor options in continuous operation — sick leave from back problems is a real TCO line item.

Relevant industries
Frequently asked questions
Are the containers suitable for salt, curing brine and acids?
Yes. Polyethylene is permanently resistant to salts, curing brines and dilute organic acids. For long maturation processes we recommend smooth, closed models with drainage slopes.
How fast can a cutter wagon be cleaned at end of shift?
Typically within 3 to 5 minutes per wagon with foam and high-pressure cleaning. No weld seams means no spots to post-treat.
More applications
Please note: All information on this page – in particular dimensions, technical data, material properties and application recommendations – is provided for general guidance only and is non-binding. The exact specifications tailored to your specific application are agreed on a binding basis as part of the quotation and order process.
Got a project?
Tell us about your requirement — we typically come back with a first assessment within 24 hours.